Правка листового металла и деталей из листа на электромеханических и гидравлических правильных станках различной толщины и ширины. Кроме результатов высокой плоскостности деталей, в процессе правки происходит снятие внутренних напряжений в металле, что важно для дальнейших операций раскроя или сборки изделий.
Листоправильные станки для различной толщины и ширины металла применяются для достижения требуемой плоскостности деталей и листов. Благодаря множеству параллельных правильных роликов металл многократно изгибается со знакопеременными нагрузками и длина волокон становится всё более постоянной, таким образом достигается не только плоскостность, но и снимаются внутренние напряжения. Применяются станки с серво-механическим и серво-гидравлическим приводом перемещения опорной плиты валков, в зависимости от задач применения. Жёсткая конструкция станины и опорных плит, поддерживающие ролики и другие инновационные технологии гарантируют максимальную точность правки. Зазор между правильными валками верхней и нижней опорных плит устанавливается на контактной панели управления, ПЛК регулирует и контролирует необходимое перемещение, а так же давление на осях колон станка.
Концепция станков обеспечивает эргономичную работу и приятную рабочую среду без загрязнения, пыли и шума.
Листоправильные станки серии LISS-А и LISS-G, серво-механический привод
Толщина металла заготовки: 0,4 - 50 и более
Диаметр правильных валков: 32 - 200
Рабочая ширина станка: 300/500/800/1100/1300/1600/2100/2600/3200 мм
Количество правильных валков: 11 - 23
Точность правки, серия LISS-A (плоскостность): 0,3 - 0,5 мм/м2
Точность правки, серия LISS-G (плоскостность): 0,5 - 1,0 мм/м2
Точность выставления зазора: 0,05 мм
Скорость подачи (правки): 0,2 - 10 м/мин
Тип привода правильных валков: AC мотор-редуктор Х 2 комплекта
Регулировка скорости: частотный преобразователь (2 комплекта).
Измерение и отображение зазора между валками: Датчики перемещения Х 4 комплекта
Серводвигатели: Xinje
ПЛК и контактная панель управления 10": Xinje
Используется четырехуровневая или шестиуровневая конструкция правильной машины, применяется два или четыре уровня опорных роликов соответственно.
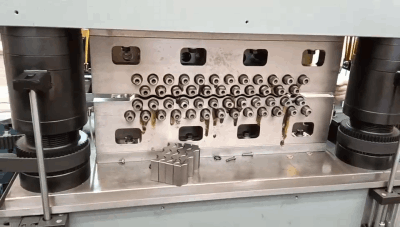
Правильные ролики изготовлены из подшипниковой стали GCr15. После термообработки твердость поверхности достигает HRC58-62, затем проводится твердое хромирование и обработка для предотвращения ржавчины. Всего используется от 11 до 23 правильных роликов диаметром от 10 до 200 мм в зависимости от толщины, ширины и требованиям к точности правки
Верхние и нижние группы правильных роликов последовательно поддерживаются специально разработанными опорными подшипниками для каждого выравнивающего ролика, тем самым предотвращается деформация изгиба выравнивающих роликов во время воздействия давления на них, опорные ролики могут регулироваться отдельно для каждого правильного валка.
Листоправильный станок с серво-механическим приводом использует подъемный винт на каждой из 4-х колонн с червячной передачей для установки зазора между верхними и нижними правильными роликами, регулировка зазора осуществляется с помощью ПЛК и обеспечивается с помощью четырех серводвигателей. Для обеспечения высокой точности правки позиция винтов блокируются, таким образом входной и выходной зазоры правильных валков остаются неизменными независимо от наличия листового металла детали, проходящие через машину
Листоправильный станок с серво-гидравлическим приводом имеет четыре гидравлических цилиндра для перемещения верхней и нижней опорных плит с установкой и контролем зазоров на входе и выходе между верхней и нижней группой правильных роликов. Для обеспечения высокой точности правки позиция гидравлики блокируются, таким образом входной и выходной зазоры правильных валков остаются неизменными независимо от наличия листового металла детали, проходящие через машину.
Многоосные редукторы привода вращения правильных роликов спроектированы и изготовлены по схеме зубчатой передачи, где каждый комплект верхних и нижних правильных роликов соответствует верхнему и нижнему многоосному редуктору
Листоправильный станок с серво-механическим приводом винтовой передачи создания давления на опорную плиту. Точность правки 0,1 мм/м2 достигается благодаря 19 правильных валков диаметром 32 мм с опорными подшипниками

Best AI Website Maker